При производстве высокопроизводительного шарового крана с фильтром тепловложение во время сварки является одним из важнейших факторов, определяющих конструктивные характеристики и надежность. Сварка по своей сути предполагает локальный нагрев и плавление металлов, что напрямую влияет на микроструктуру материала. Когда область сварного шва подвергается воздействию высоких температур, в зернах металла происходят такие процессы, как рекристаллизация, рост и фазовое превращение. Неправильный контроль может привести к появлению крупных зерен или неравномерной микроструктуры, что приведет к локальному снижению твердости или концентрации напряжений, что может стать потенциальными точками начала усталостного разрушения, особенно в условиях высокого давления или высокой температуры.
Чтобы свести к минимуму неблагоприятное воздействие сварочного тепла, производители часто контролируют тепловложение, скорость сварки и температуру между проходами для поддержания однородной микроструктуры. Меньшее тепловложение предотвращает аномальный рост зерен, а многопроходная сварка уменьшает накопление тепла, сохраняя механический баланс в сварном шве и зоне термического влияния. Использование сплавов с хорошей термической стабильностью также повышает устойчивость зоны сварного шва к структурному разрушению.
| Тепловложение при сварке | Тенденция микроструктуры | Структурная стабильность |
|---|---|---|
| Высокая тепловая мощность | Крупные зерна, неровная структура. | Склонен к концентрации стресса |
| Умеренное тепловложение | Однородные, мелкие зерна | Стабильный |
| Низкое тепловложение | Недостаточное слияние | Снижение прочности суставов |
Неравномерность температуры во время сварки также может привести к термическим и остаточным напряжениям. Без надлежащей послесварочной обработки эти напряжения могут исчезнуть во время работы, вызывая деформацию или распространение микротрещин. Поэтому некоторые производители применяют местную или полную термообработку после сварки, чтобы сбалансировать внутренние напряжения и восстановить стабильность конструкции.
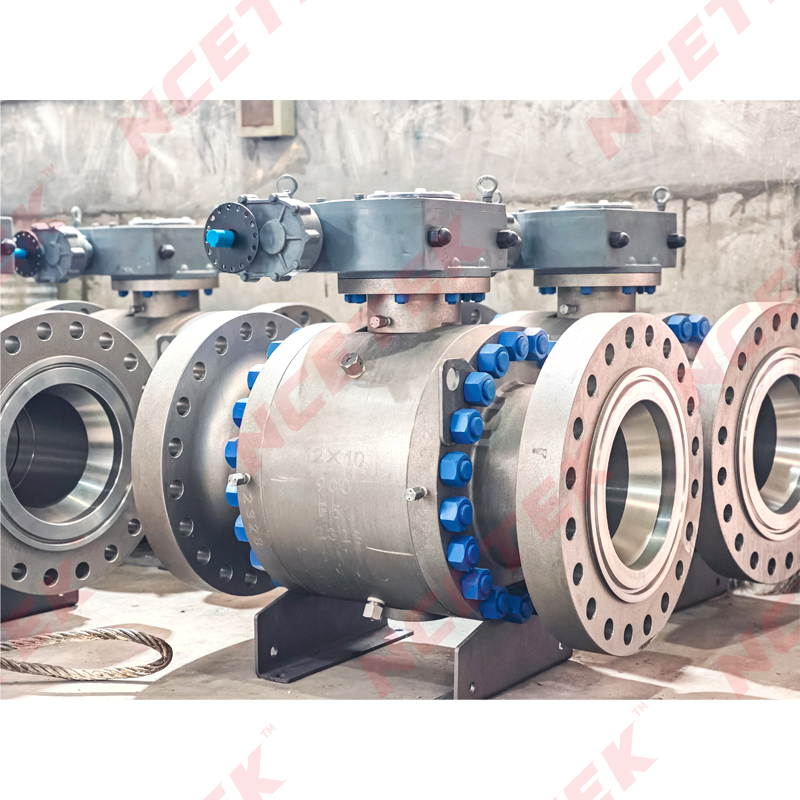
В промышленных системах широко используются как сварные, так и резьбовые конструкции. Они существенно различаются по способам подключения, характеристикам герметизации и удобству обслуживания. Резьбовые клапаны просты в сборке и подходят для трубопроводов низкого давления или временных трубопроводов, в то время как шаровой клапан со сварным фильтром подчеркивает структурную целостность и долговременную надежность, особенно в условиях высокой температуры, высокого давления или агрессивных сред.
Сварные конструкции образуют единые соединения, практически не оставляя зазоров на пути жидкости, уменьшая утечки и повышая виброустойчивость. Резьбовые соединения, хотя и удобны, могут ослабнуть при длительной вибрации или высоком давлении, что увеличивает требования к техническому обслуживанию.
| Элемент сравнения | Сварная конструкция | Резьбовая конструкция |
|---|---|---|
| Структурная целостность | Высокая бесшовная сварка металлов | Механическое соединение |
| Устойчивость к вибрации | Стабильный, suitable for demanding conditions | Слабый, склонный к расшатыванию |
| Герметичность | Превосходное качество, длительное отсутствие утечек | Требует периодического обслуживания |
| Удобство обслуживания | Трудно разобрать | Легко удалить и переустановить |
| Сценарии применения | Высокая температура, высокое давление, агрессивные среды | Временные линии низкого давления |
Преимущества шарового крана со сварным фильтром заключаются в его интегрированной конструкции и надежном уплотнении, что делает его идеальным для систем, требующих непрерывной работы с минимальным временем простоя. Резьбовые клапаны, хотя и просты в установке, не могут обеспечить такой же долгосрочной надежности в сложных условиях.
Обработка поверхности играет жизненно важную роль в производстве сварных шаровых кранов с фильтром, влияя на коррозионную стойкость, герметичность и плавность работы. При сварке на поверхности могут образовываться оксидные слои и микротрещины, а в зоне сварного шва могут развиваться остаточные напряжения. Без соответствующей обработки эти небольшие дефекты могут стать точками зарождения коррозии или источниками усталостных трещин.
Обычные методы обработки поверхности включают механическую полировку, травление и пассивацию, гальванику и покрытие. Для нержавеющей стали травление и пассивация удаляют остатки сварки и восстанавливают защитные оксидные слои, повышая химическую стойкость. В клапанах из углеродистой стали часто используется никелирование или покрытие для повышения коррозионной стойкости и продления срока службы.
Обработка поверхности также улучшает характеристики трения движущихся частей, обеспечивая плавность работы и снижая износ. Стабильность шероховатости поверхности особенно важна в условиях низкого перепада давления, поскольку она напрямую влияет на надежность уплотнения и точность регулирования потока.
На современных предприятиях могут использоваться плазменное напыление, химическое осаждение из паровой фазы (CVD) или другие высокотехнологичные методы для получения прочных, износостойких и устойчивых к коррозии поверхностей. Хотя такая обработка и более дорогостоящая, она значительно повышает надежность клапана и сокращает интервалы технического обслуживания в суровых промышленных условиях.
Точность размеров имеет решающее значение для правильной сборки клапана, надежности уплотнения и стабильности каналов потока. Чрезмерное отклонение размеров может привести к концентрации напряжений, неравномерному давлению прокладки или ограничению вращения шара, что влияет на работу и длительный срок службы.
Деформация, вызванная сваркой, является основным источником ошибок в размерах. Локальное тепловое расширение с последующим сжатием может привести к деформации клапана, если конструкция приспособления и стратегии управления недостаточны. Современное производство смягчает эту проблему за счет сегментной сварки, прихваток и контролируемого охлаждения.
Измерения после сварки имеют важное значение. Производители часто используют координатно-измерительные машины (КИМ) или лазерное сканирование для обнаружения отклонений и внесения исправлений. Это обеспечивает правильную сборку и сводит к минимуму долговременные отказы, вызванные износом или концентрацией напряжений.
Контроль размеров также влияет на автоматизированные сварочные процессы. При роботизированной сварке небольшие отклонения в траектории горелки или положении приспособления могут ухудшить качество сварки. Точное управление размерами не только гарантирует производительность продукта, но и отражает зрелость производственной системы.
Шаровой клапан со сварным фильтром объединяет множество производственных аспектов, включая выбор материала, сварку, термообработку, защиту поверхности и контроль размеров. Каждый фактор имеет решающее значение для долгосрочной надежности.
При выборе материала основное внимание уделяется коррозионной стойкости, ударной вязкости и термической стабильности для обеспечения стабильной работы. При сварке необходимо тщательно контролировать подвод тепла и скорость охлаждения, чтобы поддерживать однородную микроструктуру и избегать концентрации напряжений или микротрещин.
Обработка поверхности обеспечивает дополнительную защиту от коррозии и улучшает характеристики трения движущихся частей, обеспечивая плавность работы. Точность размеров обеспечивает точную сборку с трубопроводом и равномерное распределение напряжений на уплотняющих компонентах, что снижает риск утечек и продлевает срок службы.
Строгий контроль качества, включая проверку сварных швов, проверку размеров и проверку поверхности, гарантирует соответствие каждого клапана высоким стандартам надежности. Благодаря интеллектуальному производству, мониторингу параметров сварки в реальном времени и автоматизированному контролю снижается неопределенность, повышается стабильность и долговечность работы.
Высокопроизводительные сварные фильтрующие клапаны — это больше, чем просто механические компоненты — это важнейшие элементы, гарантирующие надежную работу в современных промышленных системах. Благодаря всестороннему контролю конструкции, технологического процесса и обеспечению качества эти клапаны сохраняют стабильную работу в сложных условиях эксплуатации, обеспечивая длительный срок службы при минимальном обслуживании.
 English
English  русский
русский  简体中文
简体中文









Связаться с нами